En al presente entrada publico un trabajo de investigación grupal de Maestría que tiene como intención, mostrar como el estado, a través del tiempo y de sus diversos sectores, gobiernos e instituciones, adopta este proceso metodológico (planeamiento estrat)gico), su semejanza con el sector privado, como los planes estratégicos se articulan con el presupuesto y un caso practico de estudio.
miércoles, 1 de agosto de 2012
ALINEAMIENTO DEL PRESUPUESTO A LA PLANIFICACIÓN ESTRATÉGICA
Muchos hemos escuchado la palabras planificar y/o planear en nuestros centros laborales, tanto en el sector privado como público. También existe abundante teoría al respecto, con diferentes criterios para abordar la tem!tica e implementarla en la institución en donde uno se desempeña.
jueves, 3 de diciembre de 2009
¿Como medir el trabajo en pequeñas cantidades?
Para los que hemos llevado cursos de estudio de metodos, movimientos y tiempos del trabajo en nuestra formación profesional, estámos familiarizados con los trabajos de Taylor (principios del siglo XX) y la administración cientifica dirigido al analisis del trabajo repetitivo de alto volumen (generalmente las conocidas lineas de producción y producción a escala) que se puede medir de forma controlada y precisa, donde el tiempo (y por ende el costo) de la medición y control eran justificables debido a los beneficios económicos y operativos, resultados de establecer estandares para las tareas más imortantes como la provision de personal, programación y analisis de la capacidad.
Pero, ¿Que pasaría si quisieramos medir el trabajo menos repetitivo de empresas u organizaciones de menor volumen de producción? Como es el caso de talleres, subcontratistas y/o terceristas, hoteles, sector contrucción, etc. Donde a veces el producto y/o servicio es complejo, a pedido, de tipos de productos muy variados o no muy frecuente. Un escenario cada vez mas común en el sector de las PYMES y en el mismo gobierno.
Cuando la medición del trabajo y el analisis de los metodos convencionales se aplicaron por primera vez a este tipo de empresas hace años, los beneficios económicos disminuyeron rápidamente. Hasta hace poco, la mayoría de ingenieros y administradores coincidian categóricamente que la medición del trabajo y el analisis de métodos convencionales no se justificaban, desde el punto de vista económico, para trabajos de poco volumen, ya que se requería un tiempo excesivo para la formulación de estándares de producción. Hay historias de cómo a los ingenieros les tomó más tiempo determinar el estándar de producción que a los obreros producir el lote completo. Era obvio que debía existir una mejor forma de hacerlo.
En los últimos años, se han dado tres cambios importantes que hacen que la medición en pequeñas cantidades sea rentable y ésta son:
1. La computarización y la evolución del CAD. [1]
2. El avance de la técnica de medición del trabajo, principalmente la formulación de sitemas de tiempos predeterminados y de alto nivel. [2]
3. Mayores niveles de automatización en muchos ambintes de manufactura en pequeñas cantidades y de servicio, permitiendo estándares de producción con técnicas diferentes a la medición convencional, como bases de datos CAM, cronometraje electrónico o de conteo por medio de una terminal de computadora. [3]

Requisito para la medición del trabajo:
Un requisito definitico es el garantizar que el obrero coopere con el proceso de medición y participe en la creación de un ambiente laboral completo. Además de la aplicación de buenas habilidades interpersonales.
El ambiente de trabajo:
Es importante determinar el tipo de ambiente de trabajo de las empresas de pequeña producción para seleccionar la técnica adecuada. Es para este fín que se presentan los siguientes tipos según el sector al que la empresa u organización pertenece:
* Manufactura: Se encuentra el trabajo en pequeñas cantidades de una variedad de talleres; algunos de los cuales fabrican productos diseñados y patentados por ellos mismos, otros diseñan y fabrican productos sobre pedido, otros sólo componentes y/o ensamblajes para sus clientes. Es posible identificar los tipos comunes a todos los talleres de manufactura.
Tipo I:
- Se describe como poseedor de equipo de tecnología compleja.
- Productos complejos y por lo general costosos, compuestos de cientos o miles de piezas y componentes diferentes, cada uno de los cuales con su propio número de dibujos.
- Sus clientes suelen pedir una cantidad pequeña, a veces sólo una.
- Ejemplo de producto: Motores a reacción, máquinas herramientas.
- Técnica(s) de medición seleccionada(s): Se garantiza estándares de producción de alta precisión, y en la mayoría de casos, el costo puede justificar los estándares basados en sistemas de tiempos predeterminados y de alto nivel o la adopción de datos estándar bien definidos a partir de sistemas de tiempo predeterminados y/o estudio de tiempos.
Tipo II:
- Por lo general, fabrica productos y componentes menos complejos.
- Suelen producir grandes cantidades para un pedido, pero se siguen considerando talleres debido a la infinidad de variaciones en tamaño, forma, color, estilo, material y función.
- Ejemplo de producto: Llantas, zapatos y muebles.
- Técnica(s) de medición seleccionada(s): Por lo general, al igual que el tipo anterior de taller, puede justificar los estándares de producción de mayor precisión basados en sistemas de tiempos predeterminados y de alto nivel o la adopción de datos estándar bien definidos a partir de sistemas de tiempo predeterminados y/o estudio de tiempos.
- Por lo general, fabrica productos y componentes menos complejos.
- Suelen producir grandes cantidades para un pedido, pero se siguen considerando talleres debido a la infinidad de variaciones en tamaño, forma, color, estilo, material y función.
- Ejemplo de producto: Llantas, zapatos y muebles.
- Técnica(s) de medición seleccionada(s): Por lo general, al igual que el tipo anterior de taller, puede justificar los estándares de producción de mayor precisión basados en sistemas de tiempos predeterminados y de alto nivel o la adopción de datos estándar bien definidos a partir de sistemas de tiempo predeterminados y/o estudio de tiempos.
Tipo III:
- Caracterizado por hacer componentes y ensamblajes sobre pedido.
- Este tipo de taller suele surtir a los dos primeros tipos.
- Se especializan en uno o más procesos especificos y llenan sus talleres con piezas diseñadas sobre pedido que contienen muchas configuracines diferentes.
- Este tipo de taller es capaz de cumplir con la mayoria de los pedidos en un tiempo relativamente corto, gracias a los pedidos anteriores del mismo cliente.
- Ejemplo de producto: Piezas fundidas, troqueles y componentes maquinados
- Técnica(s) de medición seleccionada(s): Para los articulos quie se piden constantemente, puede justificarse estándares de datos estándar. Es probable que para los articulos que se piden por primera vez, no se justifique el costo de los estándares de producción de alta precisión. En estos casos, la información estándar o histórica podría ser la técnica más adecuada para medir.
Tipo IV:
- Tipo de taller o compañias cuyos servicios se subcontratan.
- La única diferencia importante entre este tipo de taller que hace componentes o ensamblajes bajo pedido es el tamaño del taller y el alcance de sus operaciones.
- Es por lo general un pequeño negocio independiente que se especializa en una operación o proceso determinado.
- Es común que los artículos de pedidos repetidos representen una parte pequeña del total de su volumen.
- Ejemplo de producto: Operaciones o procesos de recubrimiento galvanoplástico, soldaduras, labrados y troquelados
- Tipo de taller o compañias cuyos servicios se subcontratan.
- La única diferencia importante entre este tipo de taller que hace componentes o ensamblajes bajo pedido es el tamaño del taller y el alcance de sus operaciones.
- Es por lo general un pequeño negocio independiente que se especializa en una operación o proceso determinado.
- Es común que los artículos de pedidos repetidos representen una parte pequeña del total de su volumen.
- Ejemplo de producto: Operaciones o procesos de recubrimiento galvanoplástico, soldaduras, labrados y troquelados
- Técnica(s) de medición seleccionada(s): Por lo general, no justifica estándares de producción de alta precisión, por lo que la información estándar o histórica y, en ciertos casos, el estimado a juicio, serían las técnicas de medición del trabajo más adecuadas.
Uno de los grandes beneficios de establecer estándares de producción en los talleres de trabajo en pequeñas cantidades, independientemente de las técnicas de medición del trabajo que se utilicen, es la necesidad de definir el método (hoja de proceso de operación). Esto sucede antes de establecer el estandar y proporcinar una mejora en la eficiencia y efectividad de la operación a la hora de programar, de proporcionar personal, de planear y de llevar el control administrativo general.
* Servicio: Algunos ejemplos de este tipo de compañias son las de servicio médico, ventas al menudeo, hoteles y servicios alimentarios, construcciones y procesos de información. La mayoría de la fuerza laboral de las industrias de servicio son oficinistas y profesionistas de oficina. Se deben aplicar dos principios básicos cuando se usan técnicas de medición para trabajos administrativos y de oficina:
1. Economía del desarrollo, de la aplicación y del mantenimieno de los estándares.
2. Transparencia para facilitar la aceptación del trabajador. Los estándares deben hacer más objetiva la situación del trabajo, no más confusa.
Las técnicas que se pueden usar son:
* Muestreo de trabajo y cronometraje de grupos.
* Estudio de tiempos.
* Las comparaciones y la estimación a juicio.
* Los autorreportes y datos históricos estructurados.
* Los sistemas de tiempos predeterminados.
Todas las mediciones de tiempos se basan en el análisis de los flujos o secuencias de operaciones. Esto debe entenderse de manera clara y tenerse en mente cuando se apliquen las diferentes técnicas de medición. Por lo cual se sugiere seguir los siguientes pasos lógicos:
1. Definición de la actividad o tarea y su contenido de trabajo.
2. Establecimiento de métodos perfeccionados.
3. Medición de tiempos.
Otros trabajadores de esta industria se clasifican como indirectos o de apoyo, las técnicas para medir la mano de obra indirecta son las mismas que se usan para la directa: Sistemas de tiempos predeterminados, datos estándar y muestreo del trabajo.
* Gobierno: También en el sector gubernamental, sea local, estatal, regional, provincial, etc. Se encuentra trabajos en pequeñas cantidades. Igual que en las empresas de servicio, la fuerza de trabajo consiste en oficinistas y profesionistas de oficina. Otros trabajadores del gobiern se clasifican como indirectos o de apoyo. Existen sin embargo, otras categorias de empleados, como los militares, los de seguridad y los técnicos.
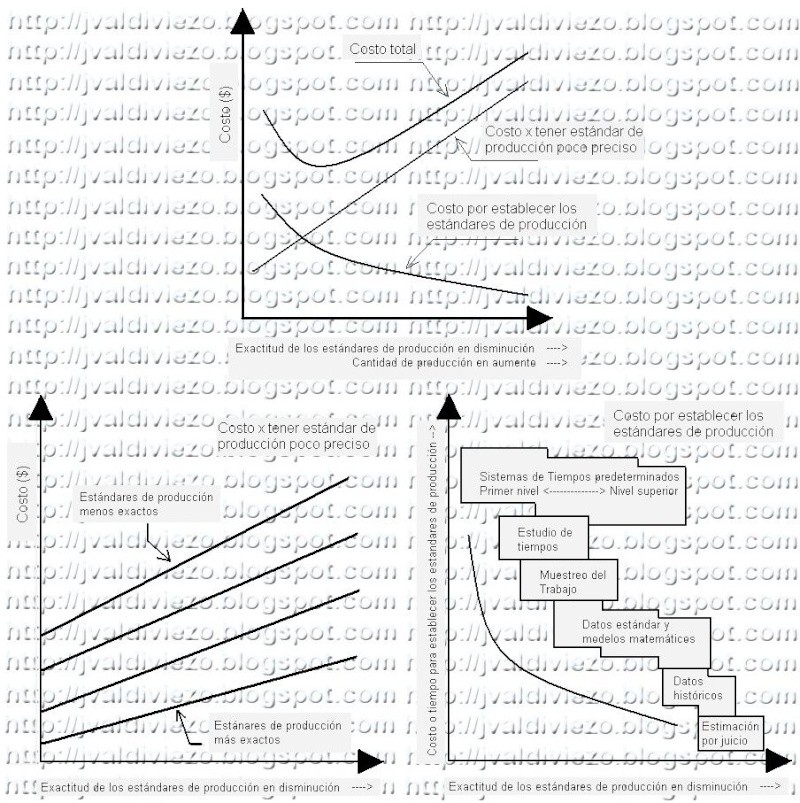
Costos asociados a los estándares de producción y medición del trabajo en pequeñas cantidades
Notas:
[1] Computer Aided Design o Diseño asistido por computadora (u ordenador) en español.
[2] Tiempos predeterminados, sinonomos: tiempos de movimientos básicos, tiempos sintéticos. Sistema de tiempos predeterminados: "colección de tiempos válidos asignados a movimientos y a grupos de movimientos básicos, que no pueden ser evaluados con exactitud con el procedimiento ordinario del estudio cronométrico de tiempos. Son el resultado del estudio de un gran número de muestras de operaciones diversificadas, con un dispositivo para tomar el tiempo, tal como la cámara de cine, que es capaz de medir elementos muy cortos"
[3] Computer-aided manufacturing o Fabricación asistida por computadora (u ordenador) en español.
jueves, 26 de noviembre de 2009
CURVA DE APRENDIZAJE
Algúnos terminos que se deben conocer previamente
La norma ANSI Standard Z94.0-1982 determina en su terminología a la "Curva de Aprendizaje" como "un trazo del rendimiento productivo o tiempos por unidad de trabajo de un individuo o del grupo, como una función del tiempo o del rendimiento por tiempo unitario; empleado para predecir la tasa de aprendizaje cuando se inicia un nuevo trabajo o proyecto. La curva de aprendizaje es, por lo general, exponencial y se hace horizontal con el tiempo".
La curva de arranque se define como "La curva de aprendizaje aplicada a un trabajo o proceso para ajustar los tiempos de trabajo más largos que el estándar, o que el promedio, como resultado de introducir un nuevo trabajo o un(os) nuevo(s) obrero(s). En el mundo comercial, es más común el uso del término curva de arranque, ya que el aprendizaje es uno de los factores que influyen en los costos de arranque.
El tiempo estandar, según norma ANSI Standard Z94.0-1982, es "el valor de una unidad de tiempo para la realización de una tarea, como lo determina la aplicación apropiada de las técnicas de medición del trabajo efectuada por personal calificado. Por lo general se establece aplicando las tolerancias apropiadas al tiempo normal". Presupone que se tiene un operario bien capacitado, es decir, debe tener conocimiento de los procesos (habilidades básicas según tipo de trabajo), métodos y productos.
El tiempo normal es "el tiempo que requiere un operario calificado para realizar una tarea, a un ritmo normal, para completar un elemento, ciclo u operación, usando un método prescrito".
La tolerancia es "el valor o porcentaje de tiempo mediante el cual se aumenta el tiempo normal, para la cantidad de tiempo improductivo aplicaa, para compensar las causas justificables o los requerimientos de normas generales que necesita un tiempo de desempeño que no se mide en forma directa para cada elemento o tarea". Por lo general, ésta incluye elementos irregulares, oportunidad de incentivos durante el tiempo de control de la maquina, retrasos inevitables, tiempo de descanso para superar la fatiga y tiempo para necesidades personales.


 Curvas de aprendizaje
Curvas de aprendizaje
Elementos que mejoran la curva
La variación real del tiempo con respecto al tiempo estandar puede clasificarse como variación de aprendizaje, logística, técnica o diversas. Estas categorías de variación con respecto al estandar, se enfocan sobre un periodo que lleva producir X unidades. Cada una de estas comprenden una oportunidad real de mejoramiento.Aprendizaje--> Son tres fatores que afetan al aprendizaje.
La pericia del operario en los métodos:
Se reconocen 4 niveles de pericia o de método:
N. M. Bajo: 169%. Movimientos en secuencia (una mano), sin acción de manipulación.
N. M. Alto : 138%. Movimientos simultáneos (dos manos), sin acción de manipulación durante el movimiento de alcance.
N. M. Normal Estándar: 100%. Movimientos simultáneos durante el movimiento de alcance.
N. M. Óptimo : 94%. Nivel de método normal estándar con acciones de clase superior (ojo, cerebro, oído) realizados durante el movimiento de alcance.
La pericia sobre el producto y el proceso:
Número de ciclos repetitivos necesarios para capacitarse por completo en las necesidades especificas del producto y para el tipo de trabajo.
La pérdida del aprendizaje:
Debido a la ruptura en la continuidad de la producción.
Logística--> Los factores que ayudan a que no se logre el tiempo estándar en este tipo de variación incluye:
- Disponibilidad de piezas.
- Complejidad de la manufactura.
- Tasas de producción y programación.
- Disponibilidad de maquinaria y distribución de las instalaciones.
Técnica--> Entre los fos factores que ayudan a que no se logre el tiempo estándar en este tipo de variación se encuentran la ingeniería, la planeación y las herramientas, así como la calidad, todos ellos afectados a su vez, por la tecnología de vanguarda, la complejidad del producto y los asuntos relacionados con la posibilidad de producirlo.
 Curva típica de mejoramiento
Curva típica de mejoramientoEcuación de la curva de aprendizaje:
El modelo de la curva de aprendizaje más común y util fue diseñada en 1925 por el coronel L. McDill en McCook Fields, Wright Patterson Air Force Base, Dayton, Ohio. T.P. Wright de Curtis Wright Corp. en Buffalo, New York, aplicó primero l que ahora se conoce como "La curva de Wright". El observó que el costo unitario acumulado para producir un avión disminuiría a un ritmo predecible conforme aumentaba la cantidad de la producción.
Es palabras mas sencillas, una curva con un mejoramiento del 90% supone que, conforme se duplica la cantidad de producción acumulada, el costo será el 90% del costo anterior, es decir, una reducción del 10%.
La expresión de este modelo es una función de la forma:
c = F X ^-n
Donde:
c: Costo unitario acumulativo.
F: Costo de la primera unidad producida.
X: Cantidad acumulada de unidades producidas.
n: Ritmo de aprendizaje = tasa de la curva de aprendizaje diaria (o porcentaje) / 2
Ejemplo de relación costo-cantidad para una curva de aprendizaje del 80%
Cant. acum. producida ----------- Unidad acumulada Horas o Costo----------- Tasa (%) de Curva de aprendizaje
1 --------------------------------- 40.0--------------------------------- 80
2 --------------------------------- 32.0--------------------------------- 80
4 --------------------------------- 25.6--------------------------------- 80
8 --------------------------------- 20.5--------------------------------- 80
16 -------------------------------- 16.4--------------------------------- 80
32 -------------------------------- 13.2--------------------------------- 80
64 -------------------------------- 10.6--------------------------------- 80
Fuentes:
MTM AssociationMAYNARD Manual del Ingeniero Industrial - Cuarta Edición
viernes, 20 de noviembre de 2009
La Ruta Logistica Aduanera
Una aduana es una oficina pública o institución fiscal establecida generalmente en costas y fronteras, con el fin de registrar el tráfico internacional de mercancías que se importan o exportan en y desde un país concreto y cobrar los impuestos que establezcan las aduanas. Sin embargo, la aduana no se limita al control de las mercancías, sino que en ella también se regula el tráfico de personas y, en menor medida, de capitales (la mayor parte de éstos circulan a través del sistema bancario).
La Superintendencia Nacional de Administración Tributaria (SUNAT) es, de acuerdo a su Ley de creación, Ley N° 24829 y a su Ley General aprobada por Decreto Legislativo Nº 501, una Institución Pública descentralizada del Sector Economía y Finanzas, dotada de personería jurídica de Derecho Público, patrimonio propio y autonomía económica, administrativa, funcional, técnica y financiera que, en virtud a lo dispuesto por el Decreto Supremo N° 061-2002-PCM, expedido al amparo de lo establecido en el numeral 13.1 del artículo 13° de la Ley N° 27658, ha absorbido a la Superintendencia Nacional de Aduanas, asumiendo las funciones, facultades y atribuciones que por ley, correspondían a esta entidad.
En el presente artículo enfocaremos al aduanaje de mercancías. Para lo cual, muestro un Flujo de los procesos de importación y de exportación en nuestro puerto del Callao a modo de resumir las actividades que se ejecutan en dicho puerto.
La Superintendencia Nacional de Administración Tributaria (SUNAT) es, de acuerdo a su Ley de creación, Ley N° 24829 y a su Ley General aprobada por Decreto Legislativo Nº 501, una Institución Pública descentralizada del Sector Economía y Finanzas, dotada de personería jurídica de Derecho Público, patrimonio propio y autonomía económica, administrativa, funcional, técnica y financiera que, en virtud a lo dispuesto por el Decreto Supremo N° 061-2002-PCM, expedido al amparo de lo establecido en el numeral 13.1 del artículo 13° de la Ley N° 27658, ha absorbido a la Superintendencia Nacional de Aduanas, asumiendo las funciones, facultades y atribuciones que por ley, correspondían a esta entidad.
En el presente artículo enfocaremos al aduanaje de mercancías. Para lo cual, muestro un Flujo de los procesos de importación y de exportación en nuestro puerto del Callao a modo de resumir las actividades que se ejecutan en dicho puerto.

Suscribirse a:
Comentarios (Atom)